
Learning Objectives
After taking part in this CEU you should be able to:
- Describe what 3DL is and how it differs from other laminates
- List the reasons 3DL succeeds in different applications and markets
- Discuss the sustainability benefits of 3DL components
- Understand the differences between specifying from a manufacturer vs. a 3DL distributor
Introduction/Scope: 3D Laminates
Finding innovative material solutions for demanding applications and environments is more challenging than it should be.
You find yourself weighing design, durability, sustainability and ease of care against budgets and availability. You want to take a fresh approach, but there’s just not enough evidence/data out there to feel confident about something new, something that might help you better balance the competing demands of your projects.
Your millworkers and cabinetmakers should be your trusted consultants in this process, but they’re too often prone to recommending the best possible solution…for them…something that already fits conveniently into their current technology and supply chain but may not actually be the best choice for your project.
At the same time, you know that surface material suppliers are always innovating. Performance and design are constantly marching forward, leading to more uses for materials that improve the durability, sustainability and aesthetics of furniture and interiors.
But it’s difficult to detect progress when these new products aren’t actually making it into new projects, too often for all the wrong reasons.
In this CEU we’ll be exploring one such material, 3D laminates:
- What it is
- How it’s made
- Innovations in design
- Recent application and performance improvements
- Current and emerging markets
- Sustainability advantages
- Progress in making it easier for you to specify with confidence
What Is 3D Laminate?
 There are certain applications that require us to think outside of the square. (We’ll deal with the box later.) Sometimes a rectangular panel with hard 90-degree edges just isn’t right for the job. This is where 3DL shines most brightly, but as we dig deeper we’ll see that it can deliver many other unique advantages for both designers and end users.
There are certain applications that require us to think outside of the square. (We’ll deal with the box later.) Sometimes a rectangular panel with hard 90-degree edges just isn’t right for the job. This is where 3DL shines most brightly, but as we dig deeper we’ll see that it can deliver many other unique advantages for both designers and end users.
3DL vs. HPL
To best understand what 3D laminate is, let’s start by comparing it to something very familiar: HPL, the standard bearer of the laminate category.
HPL is an easily handled sheet of material made with paper and plastic resins, invented in the early 20th century. It can be glued to a substrate, usually particleboard, with a simple contact cement, in a basic cabinet shop or right on a job site if necessary. Edges are treated either by slicing thin strips of HPL or choosing another type of edgebanding product.
As a material HPL is pretty tough stuff. It has proven itself over decades in the field, where it often “uglies out” before it wears out. On a decorative component, HPL has some drawbacks, again witnessed over decades in the field.
HPL’s Disadvantages
 The bond between surface and substrate is entirely dependent on the integrity of the gluing process, resulting in premature failure from the following causes:
The bond between surface and substrate is entirely dependent on the integrity of the gluing process, resulting in premature failure from the following causes:
- Uneven glue application
- Improper curing pressure or time
- Ambient heat and humidity during layup
- The quality and conditioning of the substrate and the HPL
- Manufacturing inefficiency
- Each finished decorative panel requires up to six separate gluing and laminating steps, one for each face and four edges of the part
- Design limitations
- HPL can be “postformed” to simple profiles over two opposite edges; the other two will always be cut and edgebanded, either square or, rarely, at an angle
- Curved panel sides cannot be postformed; a separate edgeband material must be applied, creating a sharp edge
- That infamous “brown line” along the edge, which is actually the exposed core paper of a sheet of HPL
- Fail points
- Any glued seam on a sharp edge is prone to delamination
- An imperfectly applied edge will allow humidity or moisture to contact the substrate, which will destroy the bond at that point
- These failures will rapidly spread along the edge
- Unless fixed immediately this damage becomes permanent
- Too unsanitary for healthcare applications
- Sharp edges are targets for impact damage from shopping and medical carts, luggage, cleaning equipment
- Once damaged the substrate’s integrity is compromised, leading to delamination
3DL is, in many ways, the opposite of HPL. It’s a decorative thermoplastic sheet that must be applied to a composite wood substrate, usually MDF, using specialized pressing equipment in a clean manufacturing environment, to create a finished decorative part or component. This is not to say that only huge factories can produce 3DL parts; 3DL presses can also be scaled for two-man cabinet shops.
We’ll be getting into the details, of course, but here’s a quick overview of 3DL’s advantages over other materials:
3DL Advantages
 Manufacturing efficiency: Five of six sides of a part are laminated in one pressing step
Manufacturing efficiency: Five of six sides of a part are laminated in one pressing step
- Components emerging from a 3DL press are ready to ship and assemble
- Nearly unlimited design flexibility
- 3DL materials can form to practically any shape, contour or detail carved into the MDF substrate
- Contoured edges, spill channels, logos, integrated door and drawer pulls even cut-throughs for wire management or tissue dispensers
- Can achieve the look of natural wood planks, painted doors and solid surface materials
- 3DL component faces are seamless – no joint or seam fail points
- Much easier to keep clean
- Less susceptible to damage or deterioration from daily cleaning
- Resistant to impact damage
- No edge seams to fail
- Wear resistance superior to HPL
- Sustainably replaces other commonly used materials like painted wood, solid wood and veneer, and other laminates
- Lasts for decades with minimal care
- Budget-friendly pricing
3DL Specification Challenges
As you can see, for many applications 3DL decorative components are a great leap forward from traditional solutions. So why are we not using more of them? The hitch is often one or more of the following:
- Unfamiliar to many designers
- Access to the material in lower volumes required in interior design projects, versus OEM production
- Concerns finding fabricators with the right expertise to make your parts
- Lack of references to these materials being used successfully in projects like yours
- Pushback from contracted millworkers who don’t have in-house 3DL processing technology
The good news is, these points are being addressed by some 3DL suppliers, as we’ll learn later. But first we need to dip into the basics of the material, how it’s made and how it’s turned into the decorative components that you’ll be specifying.
3DL Materials: The Basics
There are three types of 3DL materials used to make decorative components for furniture and interiors:
- PVC, or polyvinyl chloride
- PET, or polyethylene terephthalate
- PP, or polypropylene
Of these three, the most common and cost-effective is PVC. PVC products are distinguished by their longevity, low maintenance costs and raw material recyclability.1 In 3D laminate, PVC is known to have the highest level of surface and color consistency.2
3DL Material Makeup
Unlike the other two thermoplastics, which are entirely derived from oil, PVC is manufactured from two starting materials:1
- 57% of the molecular weight is chlorine, produced from rock salt
- 43% is hydrocarbon feedstocks, derived predominantly from oil or gas via ethylene
- It is less dependent than other polymers on crude oil or natural gas, which are nonrenewable, and hence can be regarded as a natural resource-saving plastic,
- The chlorine content is what gives PVC its excellent fire resistance
- Difficult to ignite, resistant to combustion (will self-extinguish on its own)
- Capable of Class A ratings (check with your supplier)
- During the production process, the unused laminate trim is collected and recycled to be used in less critical products
High-quality 3DLs contain no formaldehyde, cadmium, lead, mercury or chromium composites, azo dyes, or lead-containing pigments. Unfortunately, some lower cost offshore 3DL producers do use these components.
Rigid vs. Flexible PVC
PVC itself is a hard material. White water pipes and window profiles are great examples of “rigid” PVC, which doesn’t contain added plasticizers.
Adding plasticizers makes PVC softer and flexible, for making products like artificial leather, weather-resistant roofing membranes, and flame-retardant cables. In healthcare PVC is the most-used plastic. PVC products are even recommended for allergy sufferers due to their compatibility.
Phthalates: Common plasticizers in some PVC
The most frequently used plasticizers are esters from phthalic acid, known more commonly as phthalates, and are used in different concentrations for different levels of flexibility.
Phthalates are a huge class of chemicals, not all of which have been studied for adverse health effects, but several have been linked to harmful effects on humans and the environment. They are in household items like vinyl flooring, personal care products like hair care, body wash and some cosmetics, fragrances and household cleaners.
“If you want soft, squeezable plastic, you’re using phthalates,” says one researcher.4
“The problem with phthalates as plasticizers is that they’re free floating, they don’t attach to the polymer, so they leech easily.”
Excessive use of plasticizers can cause them to migrate, affecting the glue bond and creating a greasy or sticky film on the surface of the material.
In 3D laminates, materials with more plasticizers have more “shape memory,” meaning that even after being formed under heat and pressure they want to snap back to their original shape. In the case of 3DL, that shape is a flat sheet. This tendency will cause delamination if a glue bond should partially fail.3
For the purposes of this CEU we will focus on rigid-film PVC 3D laminate materials, which have no plasticizers or phthalates.
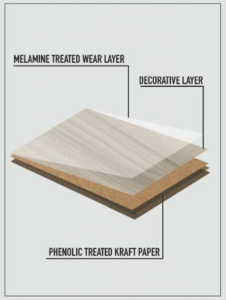
Performance and Decorative Layers
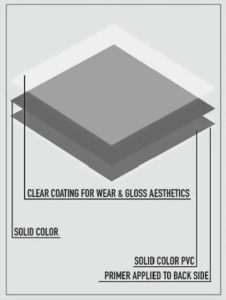 Solid color 3DLs have two or three layers of material and coatings.
Solid color 3DLs have two or three layers of material and coatings.
- Most of the material’s thickness is color-controlled rigid PVC film, which is calendered (run through a series of hard-press rollers) for precision thickness control. This is also where embossed textures are imparted to the material.
- The back side of the material carries an adhesion-promoting primer, which helps create a physical and chemical bonding surface for the water-based adhesive systems.
- The 3DL is completed with a functional water-based or UV-cured coating on top. This clear coating provides both stain and scratch resistance and final gloss aesthetics. Extreme-duty 3DL may carry a double clear topcoat.
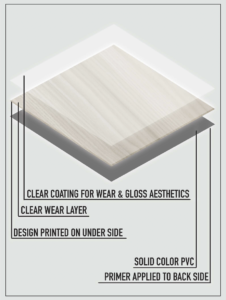
Printed 3DLs commonly have four layers of material and coatings.
- As with solid color 3DLs, thermoplastic film layers make up most of the thickness.
- Designs are printed on the reverse side of the clear top wear layer, which is merged with the solid color base film. The texture is embossed on the top layer, opposite the print.
- An adhesion-promoting primer is used on the back side
- Extreme-duty 3DL may carry a double clear topcoat.
3DL surfaces are shipped in large rolls, which may be cut to smaller rolls or even into individual sheets before use in production, depending on the supplier.
CREATING THE DECORATIVE COMPONENTS
3DL decorative components are an elegantly simple product to make. All it takes is a carved MDF panel, a layer of sprayed-on glue, the decorative overlay and a press.
3DL Laminating Process
Parts start as a full MDF panel, already laminated on the back, usually with a TFL (thermally fused laminate) surface. In most cases the TFL matches the design and color of the intended 3DL surface.
From there:
- MDF parts are shaped and carved on a CNC router and sanded for smoothness
- Adhesive is sprayed onto the part before being placed on the sliding press bed
- The 3DL sheet material and one or more MDF parts enter the press
- The 3DL is heated to make it more pliable, while MDF parts are heated to activate the glue
- Parts are pressed under heat and pressure
- Immediately after pressing the finished parts are trimmed, removing the excess 3DL overlay between the parts
To maximize efficiency, several parts of varying sizes and shapes, and more than one overlay design, can be arranged on the press bed in the same pressing cycle. Care must be taken to leave enough space between parts to be able to trim them after pressing.
Once in the press, the 3DL material, or film, is drawn up toward a silicone membrane, behind which is a heated platen. Once it is heated to a specific temperature the silicone membrane is inflated, pushing the film into the carved details of the MDF parts. At the same time a vacuum system below the parts pulls the film down onto the parts, ensuring contact with every minute detail.
Pressing time is usually between one and three minutes for the entire bed of parts.
Every 3DL parts manufacturer uses slight variations in their process, including the type of glue, preparation of MDF parts, temperatures in the press, and pressing time. Cracking the code on the best combination for their operation requires that the material and adhesives suppliers are involved at startup, sharing their combined troubleshooting knowledge and best practices.
Once the parts are out of the press, trimmed and given time to cool, they’re ready to ship and use.
3DL overlays can be applied in other ways as well:
Mitre folding involves first laminating the surface to a flat panel and machining one or more linear “v grooves” into the back of the part, cutting just up to the back of the 3DL material. The mitred wood edges are then coated with adhesive, and the piece is folded using the 3DL as a hinge. The result is a seamless piece that looks very much like a solid piece of material – wood, metal, or whatever 3DL design you have chosen. Table legs, floating shelves and faux beams are a common application for mitre folding.
Profile wrapping uses a progression of stationary rollers to apply the 3DL to all flat and curved details of a piece of profiled millwork. Mouldings and picture frames are common applications that utilize profile-wrapped 3DL.
DESIGN
Design Matching for Value Engineering
 These days suppliers of different types of materials offer matching designs often from the same design computer file, allowing designers to choose their color and design first, then the best material for the application, without sacrificing design harmony.
These days suppliers of different types of materials offer matching designs often from the same design computer file, allowing designers to choose their color and design first, then the best material for the application, without sacrificing design harmony.
Now that textures play a bigger role in decorative surfaces, gloss levels and the structure of a woodgrain or other texture must also match – much tougher to do when you’re dealing with surfaces made from different materials.
Because 3DL and TFL work so well together you’ll find that top suppliers will have matching designs, cross-referenced and ready to ship. And of course, HPL and lightweight printed paper surfaces are part of a full matching program as well, so it’s never been easier to thoroughly value engineer your projects.
There may be occasions, however, when a satisfactory TFL or other material match may not be readily available for 3DL. If you find yourself in that situation, know that the same 3DL overlay can be laminated to the flat back side of a carved panel, or to both sides of a flat panel, giving you a perfect match.
3DL Overlay Materials
Available 3DL material designs include textured woodgrains and metals, vibrant solid colors in a variety of gloss levels, and abstracts.
While colors and designs continue to become more realistic, creative and vibrant, the big news recently is in the level of control 3DL suppliers have over physical and visual texture. The current trend toward “supermatte” anti-fingerprint finishes, pioneered by the 3DL industry, has started to overtake the high gloss fascination of the last few years. While originally sold as a functional concept to reducing fingerprints, the velvety, warm touch of the surface has become a selling point of its own.
Strategic combinations of matte and gloss have opened up a whole new dimension in surface design, complementing, enhancing and sometimes even transforming the printed design completely.
3DL Components
 MDF is the most common substrate for 3DL surfaces because it is homogeneously smooth throughout the thickness of the part. Because thermoplastic overlay materials are so pliable during the pressing process, a coarser substrate like particleboard would “telegraph” to the surface, creating a rough or “orange-peel” effect. This is also why the CNC machining and subsequent sanding steps must be tightly controlled.
MDF is the most common substrate for 3DL surfaces because it is homogeneously smooth throughout the thickness of the part. Because thermoplastic overlay materials are so pliable during the pressing process, a coarser substrate like particleboard would “telegraph” to the surface, creating a rough or “orange-peel” effect. This is also why the CNC machining and subsequent sanding steps must be tightly controlled.
With MDF’s ability to be intricately carved and shaped with various edge profiles and functional and decorative interior details, combined with 3DL’s extensive visual variety and durability, you can design decorative panels with all of the aesthetic and functional properties of carved wood, milled metal, or sculpted stone or solid surface…but with better durability, design consistency, sustainability and value.
The combination of such bold and realistic surfaces, and component designs limited only by your imagination, opens up a level of creativity not possible with any other material.
PERFORMANCE, DURABILITY AND MAINTENANCE
Wear Resistance
With the development of higher performance top-layer lacquers, the measurable wear and mar resistance of horizontal-grade 3DL is now superior to HPL.
HPL is a well understood material and provides a useful benchmark when discussing the durability and performance of 3DL. 3DL producers use the NEMA LD3-2005 HPL standard to compare both horizontal and vertical performance.
The Taber Wear Test measures the ability of the surface of a material to resist abrasive wear-through of the decorative layer. In the NEMA LD3-2005 test method – 3.13 Wear Resistance, the Taber Abraser device rotates a material sample under two abrasive wheels at a constant speed and pressure. The test counts the number of rotations, or cycles, required to wear through the decorative print of the material. With ratings of between 750 to 4,950 cycles, quality 3DL materials outperform HPL, which has an average Taber rating of 400 cycles.
3D laminates also outperform HPL on the NEMA ball-impact test, where HPL’s brittleness causes it to crack. A 3DL surface is flexible and will form to the substrate if it is dented, much like you’d see in a solid wood part. The density of the 3DL’s MDF substrate will determine the ultimate performance of the decorative component.
NEMA LD3-2005 Test Results
| Material | 3.8: Ball Impact (inches) | 3.13: Wear Resistance (Taber Cycles) |
| 3DL Extreme Wear Solid Color | 118 | 4,950 |
| 3DL Extreme Wear Printed | 118 | 2,050 |
| 3DL Basic Line Solid Color | 118 | 3,250 |
| 3DL Basic Line Printed | 118 | 750 |
| HPL | 50 | 400 |
| TFL Solid Color | 15 | 400 |
| TFL Printed | 15 | 150 |
When it comes to sharp instruments, think of 3DL as if it’s a wood veneer: anything that cuts into wood will probably damage a 3DL surface.
Chemical Resistance and Cleaning
 3DL is very resistant to stains and chemicals and is one of the easiest decorative materials to keep clean with simple solutions, again thanks to its smooth, seamless sealed surface. In most cases, warm water and a mild detergent will do the trick.
3DL is very resistant to stains and chemicals and is one of the easiest decorative materials to keep clean with simple solutions, again thanks to its smooth, seamless sealed surface. In most cases, warm water and a mild detergent will do the trick.
Healthcare environments do present special challenges. One of the specific requirements for material in those settings is resistance to a 10 percent betadine solution. Betadine is the red topical antibiotic used in treating wounds and surgery prep, but it tends to end up on many surfaces in emergency and treatment rooms. Quality 3DL surfaces are resistant to puddles of betadine for up to six and sometimes even 16 hours.
3DL surface and component suppliers will have a technical data sheets spelling out their materials’ stain- and chemical-resistant properties.
Heat and Water Resistance
While quality 3DL components are heat resistant to temperatures up to 160-190 degrees Fahrenheit.
The chemical makeup of the glue and the temperature at which the part was pressed affect its level of heat resistance; parts pressed at higher temperatures can handle higher temperatures.
Once again, reputable 3DL parts suppliers do their own heat testing and will guide your specification choices.
As for 3DL’s water-resistant properties, it’s a thermoplastic and is basically waterproof. Properly laminated components will have a very tight seam where the 3DL meets the TFL on the back or bottom, making the whole component very water resistant.
Exact-Match Replacement Parts
If a 3DL component is catastrophically damaged an exact-match replacement may be ordered and installed. Unlike finished or painted wood, the color and texture of 3DL designs are very carefully controlled and completely consistent over time, and from production run to production run. Quality materials are UV resistant and won’t fade or yellow over time.
Issues with Inferior 3DL Materials: Yellowing, Delaminating
Be aware that there are some 3DL materials on the market manufactured in Asia and elsewhere that are not manufactured to the same standards as materials made in the U.S., Europe and Japan.
Inferior raw materials, lack of UV resistant coatings and the use of too much plasticizer can create problems over time including yellowing, clouding, fading and delaminating. It can take five or more years for these problems to appear, creating huge headaches and resulting in millions of dollars’ worth of claims.
SUSTAINABILITY AND INDOOR AIR QUALITY
 PVC Recycling
PVC Recycling
Remember that 57 percent of the makeup PVC is chlorine derived from rock salt. The remaining 43 percent of the molecular weight of PVC 3DL is from hydrocarbon feedstocks. Alternate 3DL materials are made entirely of hydrocarbons.
In production PVC waste is easily recyclable using thermal treating. The hydrogen chloride released goes straight into producing more PVC, while the hydrocarbons released contribute to energy recovery.
Indoor Air Quality
Quality 3D laminates include multiple layers combined with heat and pressure. Coatings and primers are applied under controlled factory conditions, minimizing VOC emissions in the end product.
3D laminates are typically applied over CARB II compliant MDF using water-based adhesives, so the end component should have no adverse effects on IAQ. In fact, 3D laminates act as a barrier to MDF components, effectively reducing any possible VOCs.
MDF: Made from Fiber Once Considered Waste
3DL panels and components also compare very favorably in environmental friendliness to other materials because the core material – MDF – has been found to be better than carbon neutral in a recent lifecycle inventory and life cycle impact analysis.
The FSC-Certified boreal forests that produce the fiber for North American MDF also produce wood for flooring, construction lumber, plywood, OSB and structural composite lumber, and particleboard, in that order. Trees are selectively harvested once they pass full maturity, when their carbon absorption and oxygen production both begin to decline.
Larger parts of the trunk are used first for flooring and construction lumber. As leftover, or offal, become too small for lumber they are used for veneer; then large-chip materials like OSB; smaller chips become particleboard; leftover post-industrial waste fiber becomes MDF. And lumber and panel operations will even burn the bark and twigs for heat and power.
In the end, over 99 percent of harvested wood and fiber is utilized. Much of the material that ends up in particleboard and MDF is recycled pre-consumer residue, shavings and sawdust that was once considered waste, to be landfilled or burned in the open.
Wood is one of the planet’s most easily renewable resources
- In FSC-certified boreal forests only one in five harvested trees requires replanting; the rest regenerate naturally
- North American forests generate 72% more wood annually than is harvested
MDF 3DL Cores are ‘Better Than Carbon Neutral’
The LCIA we mentioned earlier also found that:
- Wood stores carbon as it grows
- 50% of wood’s chemical structure is absorbed carbon, which is not released back into the atmosphere until it burns or decomposes
- The carbon sink properties of the wood in composite panels more than offset its carbon footprint, including harvesting, manufacture and transportation
- Their net carbon footprint, therefore, is negative, actually offsetting some of the CO2 in the atmosphere
In a finished ¾-inch thick 3DL decorative component the decorative surface may be from .20 to .50 mm thick, or .008 to .02 an inch. By volume this is about one percent to less than three percent of the finished component; the core is 97 to 99 percent by volume. This means that most of the weight of the environmental impact of the finished decorative component is carried by the core, which, as we’ve just seen, is one of the most sustainable materials used in furniture and interior design.
5 Levers to Minimize Materials Impact
A paper published recently on the Science Magazine website, “Toward a Sustainable Materials System,” was published on the website of Science Magazine explores bigger-picture approach to considering the sustainability of a material, mainly through what the authors call the “Five Levers to Minimize Materials Impact.”
Lever 1: Lifetime Extension
 The longer a product lasts the less often you replace it, saving materials. 3DL is far more durable than veneers and solid woods, and much easier to maintain and keep clean, especially in commercial applications. Should a component or component get damaged, it can be replaced with an exact match years later – something that’s impossible to do with veneer or solid wood. And many manufacturers look for opportunities to reuse components when possible.
The longer a product lasts the less often you replace it, saving materials. 3DL is far more durable than veneers and solid woods, and much easier to maintain and keep clean, especially in commercial applications. Should a component or component get damaged, it can be replaced with an exact match years later – something that’s impossible to do with veneer or solid wood. And many manufacturers look for opportunities to reuse components when possible.
Lever 2: Dematerialization
3DL components don’t require the extra edging material that other laminates do, or all of the extra finishing material needed for painted wood. Lightweight MDF can also be specified, reducing the amount of fiber in the finished panel.
Lever 3: Manufacturing Efficiency
3DL presses surface five of six component sides in one processing step, saving at least two edgebanding steps and all the related handling and curing. We can add installation efficiency to this part of the formula, especially in wall systems, closets and storage, and the durability of 3DL surfaces further reduces handling damage.
Lever 4: Substitution
 According to the authors, this Lever points to “substitution (complete or partial) for materials with lower environmental impact.” As exotic woods disappear or become illegal to use, as quality hardwoods like walnut and oak become harder to find, and as environmental regulations increasingly restrict painting and lacquering, substitution may one day be THE most important argument for using materials like 3DL.
According to the authors, this Lever points to “substitution (complete or partial) for materials with lower environmental impact.” As exotic woods disappear or become illegal to use, as quality hardwoods like walnut and oak become harder to find, and as environmental regulations increasingly restrict painting and lacquering, substitution may one day be THE most important argument for using materials like 3DL.
Lever 5: Recovery
Recovery for many products belongs here at the end of this list, but as we’ve shown, 3DL decorative components begin with recovered materials: recycled PVC (in some cases) and use of waste wood fiber (in all cases).
3DL APPLICATIONS AND MARKETS
3DL decorative components are unique is in their combination of formability, durability, design consistency and eco friendliness, and their ability to effectively and economically replace such a wide range of other materials.
Being able to specify vertical and horizontal grades of the same design, and to match those designs across other material categories is also an advantage few other products have.
Retail
 3DL decorative components are particularly effective in helping retail designers create interiors and fixtures that have unique visual impact, are durable under high traffic, and easy to keep looking new. With the rounded edges and corners of 3DL components the risk of shopping-cart damage is much lower, and when toddlers topple headfirst into a lower shelf they won’t bounce off a dangerously sharp edge.
3DL decorative components are particularly effective in helping retail designers create interiors and fixtures that have unique visual impact, are durable under high traffic, and easy to keep looking new. With the rounded edges and corners of 3DL components the risk of shopping-cart damage is much lower, and when toddlers topple headfirst into a lower shelf they won’t bounce off a dangerously sharp edge.
Checkout counters and cash wraps in some of the busiest national big box stores have been 3D laminate for years now. A great example of 3D laminate use in retail is in auto battery stores, where heavy car batteries are sliding on and off of counters all day long.
One popular application for 3DL components in retail is branding and wayfinding with carved parts.
3DL Benefits in Retail
- Durability
- Design flexibility
- Easily cleaned
- Ergonomic – safe, low-injury edges
- Easy to replace with exact matching panels or components years after installation
Restaurants
 Cleanability is a top concern for restaurants, as are seamless surfaces that minimize contamination, durability and design flexibility. The chair seats in many of the worlds’ largest coffee chain locations have for many years been 3D laminates.
Cleanability is a top concern for restaurants, as are seamless surfaces that minimize contamination, durability and design flexibility. The chair seats in many of the worlds’ largest coffee chain locations have for many years been 3D laminates.
Restaurant Applications:
- Tabletops
- Seating
- Transaction Counters
- Signage and Way Finding
- Wall Panels
3DL Benefits in Restaurants
- Durable
- Design flexibility
- Easy to clean
- Seamless surfaces
- Ergonomic – safe, low-injury edges
- Easy to replace with exact matching materials
Healthcare and Long-Term Care
 Contamination control and the ability to withstand frequent cleaning top the demands list for healthcare designers. Open material seams and delaminated edges and surfaces are impossible to clean, making standard laminated panels a poor choice for hospitals and clinics.
Contamination control and the ability to withstand frequent cleaning top the demands list for healthcare designers. Open material seams and delaminated edges and surfaces are impossible to clean, making standard laminated panels a poor choice for hospitals and clinics.
3DL’s seamless faces gracefully accept the frequent cleaning required in healthcare applications. The soft edges in 3DL components are also far more resistant to impact damage from rolling carts and equipment than standard laminated parts.
The ability to design integrated door and drawer pulls into parts eliminates seams and material voids where hardware is attached. Similarly, spill-proof edges are easily design into bedside tables and trays.
Healthcare Applications
- Headwalls
- Closet, Cabinet and Restroom Doors
- Cafeteria Tabletops and Seating
- Spill-Proof Bedside Tables and Trays
- Nurse’s Stations
- Signage and Way Finding
- Wall Panels
3DL Benefits in Healthcare
- Seamless surfaces
- Contamination Control
- Easy and safe to clean thoroughly and often
- Durable enough to last much longer than standard laminated panels
- Integrated door and drawer pulls
- Ergonomic – safe, low-injury edges
- Easy to replace with exact matching materials if damaged
Commercial/Office
 Workplaces are evolving at a rapid pace, with space fluidity and easy reconfiguration priorities.
Workplaces are evolving at a rapid pace, with space fluidity and easy reconfiguration priorities.
Design that unifies a company’s identity but still feels exciting – without breaking the budget – is the goal of modern office interiors. The integration of brand/identity graphics, flexible, reconfigurable furniture, and progressive interior design are all easily realized when designing with 3DL.
Commercial/Office Applications
- Feature Walls
- Brand ID
- Desks
- Seating
- Storage Doors and Drawers
- Break Room Fixtures
- Conference Tables and A/V Furniture
- Bathroom Divider Panels
3DL Benefits in Office and Commercial
- Flexible enough to coordinate whole-office design
- Durable and easy to clean
- Compatible with standard and unique designs
- Easy to replace with exact matching materials if damaged
Education/Childcare
 Education applications require the best practices of all of the other markets put together – retail, healthcare, restaurant, commercial. Ergonomic safety and cleanability probably trump design flexibility, but it would be a mistake to think that students and educators don’t appreciate exciting new ideas. Luckily, 3DL allows you to let your imagination run a little wild has little impact on cost of the finished pieces.
Education applications require the best practices of all of the other markets put together – retail, healthcare, restaurant, commercial. Ergonomic safety and cleanability probably trump design flexibility, but it would be a mistake to think that students and educators don’t appreciate exciting new ideas. Luckily, 3DL allows you to let your imagination run a little wild has little impact on cost of the finished pieces.
Education Applications
- Desktops
- Classroom Seating
- Cabinet Doors and Drawers
- Lunchroom Tabletops and Seating
- A/V Tables and Carts
- Signage and Way Finding
- Wall Panels
- Bathroom Divider Panels
- Locker Room Doors and Benches
3DL Benefits in Education
- Ergonomic – safe, low-injury edges
- Integrated door and drawer pulls
- Easy to clean thoroughly and often (core is sealed from moisture)
- Durable – Much longer lasting than standard laminated parts
- Easy to replace with exact matching materials if damaged
SOLVING SPECIFICATION AND AVAILABILITY CHALLENGES
3D laminate specification starts when a designer needs a uniquely shaped part to meet specific functional, durability or aesthetic requirements.
Some of the biggest challenges for designers looking to specify 3DL components in their projects have historically been:
- Access to case studies or examples of 3DL applications to gain confidence in how and where it excels
- Lack of high-quality design options in the past
- Finding a fabricator that can produce and deliver quality parts on schedule, and
- Finding a materials supplier that has low enough minimum orders for smaller jobs
Many 3DL material suppliers have built their distribution systems around large OEM customers, who may order their 3DL in rolls of 5,000 meters, enough material for thousands of cabinet doors, for instance. This creates challenges, depending on project requirements, in finding a fabricator who can do just a handful of pieces for a small commercial project.
Distributors Dedicated to Small Custom Orders
This model is beginning to change, led by independent full-service 3DL distributors. Realizing that the design community – and many manufacturers – will not buy thousands of meters when they only need 30, select distributors are purchasing the large rolls from PVC producers, and custom cutting for smaller orders. They inventory the excess and sell it in volumes as order and as needed by their non-OEM customers.
Closer to the Pulse of Design Tastes
Being so close to A&D specifiers, these distributors have a more immediate grip on what’s selling now and where tastes are heading. They use this knowledge to strategically manage their orders and inventory, and even help steer design developments made by their material suppliers.
Boutique-Level Service
Their role then is much more that of a curator of their materials selection, a level of service few materials manufacturers are able to offer. The best of these distributors create look books and document other projects for designers to reference, and have sales teams dedicated to understanding the businesses and specific needs of smaller customers.
In many cases they’ll also have a list of local and national fabricators known for making quality 3DL parts and will help connect A&D specifiers and general contractors with them. These distributors will also work with designers to make sure their specifications aren’t switched out by general contractors that may not understand the difference between 3DL and other types of laminates.
TESTIMONIALS/CASE STUDIES
DIRTT: Uncompromising Design and Service
 If you’re in commercial or healthcare interiors, you probably know DIRTT. It stands for “doing it right this time,” and the company lives its name by proving daily that interior walls and millwork can be built smarter, faster, more beautifully and with less waste than ever before.
If you’re in commercial or healthcare interiors, you probably know DIRTT. It stands for “doing it right this time,” and the company lives its name by proving daily that interior walls and millwork can be built smarter, faster, more beautifully and with less waste than ever before.
“We’re a sustainable interior construction company,” says millwork designer Janet Jarecki. “We’re trying to teach the market to build better. Utilizing prefab construction saves time on site, so clients can spend more on the materials they want and less on installation and labor.
“We can move walls to reconfigure spaces, and gain access to wall cavities – very important in healthcare to address plumbing or medical gases – without any demolition and without cutting into drywall and requiring the facility to shut down a wing.”
For finishes, the company uses 3DL, HPL and paint, “but we do not use HPL on cabinetry,” says Jarecki. “We only use the 3DL because we find it to be a superior product to the HPL that’s typically specified.
“As a designer, I think the aesthetics of 3DL are better than HPL. Every designer is painfully aware of the dreaded dark line with HPL. Designers are always doing their best to hide that; aesthetics are a huge thing for us.
“With 3DL you get that nice full-encapsulated component, and the care and cleanability is better than HPL. There is no seam between the edge and top of the component. No groove to pull away or create cavities for germs to hide in, very important in healthcare.
“Durability wise, I like to explain to people that HPL is more prone to cracking. If you were to take a bowling ball and drop it, you’ll get cracking in the middle of that surface. Cracking turns into peeling, then you have a real problem on your hands. With 3DL, it’s more likely to dent the substrate below the surface. 3DL will take on shape of that dents without cracking.”
Janecki sometimes must walk clients through the reasons 3DL is more durable than HPL, but they quickly catch on.
“They can see that HPL is thicker and has a phenolic back, so it’s easy to assume it’s the more durable material. Once you discuss the cracking and peeling potential of HPL, they understand why 3DL is the better choice. And they certainly can see the aesthetic difference.”
Most of DIRTT’s cabinet exteriors are 3DL, with TFL interiors, because the company offers such a large selection of designs.
“Our finish ranges is broad and wide,” says Janecki, “so we count on our 3DL distributor to keep up with market trends. They’re always introducing new colorways and finishes, new woodgrains and solids. And they are always right on, just enough ahead for the designers to have something to look forward to.”
Instead of a fixed catalog of cabinetry, DIRTT has what they call “idea starters.”
“If you go into our millwork product tree, you’ll find base cabinets with one or two doors, a drawer unit, an upper cabinet, very simple designs. We encourage our customer partners to go in a modify those cabinets as needed, change the dimensions, add doors, drawers and shelves, to create exactly what they really need. So basically, every project is custom.”
With so many possible variations, 3DL is the only material that doesn’t slow down the manufacturing process.
“Timing is one of the most important things for us, and another reason we work so well with our 3DL distributor. Our millwork is promised on site four weeks after it’s ordered, so we really rely on our 3DL partner to be able to ship us exactly what we need, even very small quantities, exactly when we need it.
“This is the only way can offer such a variety of designs and still maintain the speed that is sort of our trademark,” says Janecki. “Whatever finish the customer looking for is going to be available to us, and we’re not going to tell you that one is going to take longer than another.
“Our high level of service is as important as our design. By choosing the right partners, we never have to compromise our lead times.”
M and J Woodcrafts: Quality Materials, Expanded Design Selection
 “Our 3DL distributor spent a tremendous amount of time getting to know our business and is invested in helping us succeed. They even help us educate our customers. They’re a unique group, I really like working with them.”
“Our 3DL distributor spent a tremendous amount of time getting to know our business and is invested in helping us succeed. They even help us educate our customers. They’re a unique group, I really like working with them.”
Michael Williams is the owner and founder of M and J Woodcrafts, a large manufacturer of residential and commercial cabinet doors in British Columbia. M and J was a very early adopter of 3D laminated components, as a smarter option for painted doors.
“3D laminating is a much simpler process, has a much smaller carbon footprint, and yields a much more consistent product,” says Williams. “We can turn around a 3DL order in four or five days. With 3DL parts go from machining to QC, to gluing and to the press, and they’re ready to ship. And the color is exactly the same on Friday afternoon as it was on Monday morning.
“That same time frame barely covers the painting steps – CNC machining, sanding, priming, sanding, priming, painting, topcoat, front and back, and it’s an ongoing challenge to maintain color.”
The newer matte and super-matte finishes are “cannibalizing the solid-color painted door market,” Williams says.
“There have been satin textures in the past, but these new finishes are really incredible. Designers and homeowners absolutely love the touch and the depth of color these finishes have. They’ve caught on in a big way over the last two years, and we see developers really selling it hard to their clients. It helps that they’re a huge cost savings over paint, which is as much as 70 percent more expensive than 3DL.”
Williams says the quality of the 3DL materials he gets from his distributor are the best on the market, but he still finds himself responding the echoes of problems encountered in the very early days, 40 years ago.
“There was a lot of negative publicity about materials that would yellow and delaminate five years after installation. Manufacturers had to respond to this, costing them millions of dollars, and the industry hasn’t forgotten this. In other cases, suppliers have forgotten to put primer on the back, which will also delaminate. And there are still some offshore suppliers whose material will yellow, fade or discolor.
“The problem is, from six feet away when it’s new, you can’t tell the difference. That’s why it’s so important to trust who you’re dealing with,” says Williams.
“3D laminates are one of the most improved materials in the market,” says M and J’s sales manager, Troy Hannafin. “We’ve tested just about all of the brands and try to stick with materials that have no plasticizers. We get better formability and better definition than we ever have, and we’re getting less telegraphing and thinning on the corners. And the prints and designs are night-and-day from when I started 19 years ago; the realism and the textures are incredible. With some of the woodgrains you’d have to be a woodworker to know it’s not real.”
Hannafin says M and J’s 3DL distributor stays on top of evolving trends, and helps the company mitigate the risk of introducing a new design.
“Launching is always hit-and-miss. Hot new colors and designs that are selling well on the East Coast don’t always translate to our markets. We’ve able to order a 50-yard roll instead of a 250-yard role we can still do several smaller projects and gauge the interest in the market. We take full advantage of this kind of service. Our design range would be drastically reduced, probably 30 to 40 percent less, if we had to commit to full roles.”
“As a businessman I’m very aggressive,” says Williams. “Our 3DL supplier is the same way. They focus on us, they get to know our customers, they visit our customers with us, it’s a partnership. That’s how we like to work.”
| References for SSI 3DL CEU | |||
| Endnote | Title | Source/URL | |
| 1 | “Everything about PVC” | https://www.agpu.de/en/all-about-pvc | |
| 2 | “Thermoplastic Foils” | Frank Herberg; Presentation at TCM Summer School, Toronto, 2019 | |
| 3 | Interviews with SSI | By Kenn Busch | |
| 4 | “Phthalates are everywhere, and the health risks are worrying. How bad are they really?” | https://www.theguardian.com/lifeandstyle/2015/feb/10/phthalates-plastics-chemicals-research-analysis | The Guardian |